For battery spot welding machine construction a powerful source and a control circuit for triggering are required, the cheapest and simplest is the single trigger design made with NE555. The most used part of this system is the 220V input of the power source, namely the transformer (generally), thus lower current is controlled. A high-power control element is required to use at the output of the Battery Spot Welding Power Source.
NE555 timer integrated circuit is used for single trigger mode. R2, R4 and C3 together determine the output pulse width. Considering the values used, the welding time can be adjusted between approximately 0.1s and 0.6s. The timer is triggered via R3 and C2.
The reason for using an RC circuit for triggering (as opposed to connecting pin 2 directly to ground) is that the pulse width produced by charging C2 through R3 is significantly narrower than 0.1sec, so we can guarantee a minimum pulse width.
Otherwise, if we manually hold pin 2 at ground level, the minimum pulse width that can be achieved will depend on how fast we can release the switch; as long as pin 2 is held low, the output will be high.
Battery Spot Welder Timer Circuit Diagram

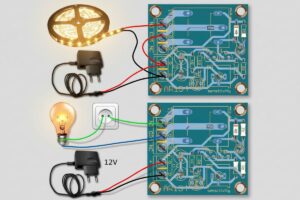
Triac was used in the original circuit. I tried with a 12V relay and used 12V in the circuit’s supply. It works very well. The power of the relay should be increased for high-power applications. PCB drawing was checked, not tested.


source: http://www.kerrywong.com/2017/06/18/dual-purpose-spot-welder-with-pulse-duration-control/