

Hazırlayanlar: Cevher AK ,Ramazan YAĞMUR ,Muhammed TEKPINAR İlk defa 1936 yılında Avusturya’lı mühendis Paul Eisler tarafından kullanılmış olan baskı devre yöntemi, ilk zamanlarda Amerika’da radyo ve benzeri basit devrelerin sağlam bir biçimde yapılması amacıyla geliştirilmiş olup, günümüzde bilgisayar ve mobil telefonlar gibi kısıtlı alanlarda çok fazla elektronik elemanın kullanıldığı gelişmiş cihazlarda çok katlı baskı
devre teknolojisine ulaşılmıştır.
Elektronik devre şemaları, baskı devre şemalarına dönüştürülecek bakır plakaya aktarılır. Bu işleme baskı devre çıkarma tekniği denir. Devrelerin boyutlarının küçülmesini ve montajının kolaylaşmasını sağlar, elemanlar sabit ve düzgün yerleştirildiğinden dolayı kayıplar azalmakta ve devre daha kararlı çalışmaktadır, ayrıca baskı devre yönteminin kullanılması hem devrede yüksek frekanslarda çalışmayı hem de düşük güç tüketimi sağlar. Sık kullanılan 3 çeşit baskı devre çıkarma çıkartma tekniği vardır.
1.) Baskı devre kalemiyle çizim tekniği
2.) Pozitif 20 tekniği
3.) İpek baskı tekniği
BASKI DEVRE KALEMİYLE ÇİZİM TEKNİĞİ
Baskı devre kalemi ile baskı devre yapılacağı zaman aşağıdaki malzemeler kullanılır.
1.) Bakır plaket
2.) Baskı devre kalemi
3.) Perhidrol
4.) Tuz ruhu
5.) Testere
6.) Yüksel devirli küçük matkap
7.) Temizlik malzemesi
PROJENİN AMACI
Küçük işletmelerde ve kişisel çalışmalarda baskı devre yapmak için prototip baskı devre üretim sistemlerine ihtiyaç duyulmaktadır. Özellikle kişisel kullanımlar için böyle bir cihaz bulunmamaktadır. Ayrıca piyasada baskı devrenin elde edilmesi aşaması zahmetli ve masraflı olmaktadır. Bu amaçla geniş bir kullanıcı kitlesine hitap edebilecek pratik, taşınabilir, seri ve ekonomik bir biçimde bilgisayar kontrollü baskı devre çizimi yapabilen bir çizici tasarlandı.
Bu çalışmada baskı devre şeklinin bilgisayar ortamında çizilip doğrudan plakete aktarılmasını mümkün kılacak bir sistem geliştirilmiştir.
KULLANILAN ELEMANLAR
Genel amaçlı, projeye özel bilgi içermediğinden çıkarılmıştır.
MiniCiR ÇALIŞMA PRENSİPLERİ
Sistem için gereken tüm beslemeler; PIC için DC 3-5 volt, transistör için DC 6 volt ve ULN2003 için DC 12 volt uygulandıktan sonra yeterli büyüklükteki bir adet bakır levhanın makineye yerleştirilmesi gerekmektedir.
Elde etmek istediğimiz baskı devrenin şeklini makine için özel tasarlanmış olan programda çizip programdaki çiz butonuna bastıktan sonra bilgisayar, 1 tanesi Y-motorunu (ileri-geri) 1 tanesi X-motorunu (sağ-sol) sürmek için kullanılan iki adet ULN2003 entegresini kontrol amacıyla PIC’e veri göndermektedir.
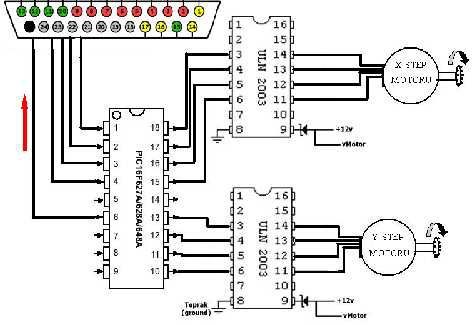
Şekil -17- Sistemin Haberleşme Şeması
PIC’in bilgisayardan aldığı veriye göre step motorlardan biri, örneğin Y-motorunu çalıştırdığında ileri veya geri, X-motorunu çalıştırdığında sağa veya sola gitmesini sağlamaktadır. Duruma göre PIC aynı anda her iki motoru da çalıştırabilmektedir bu da sisteme hem düz (X veya Y yönünde) hem de çapraz ( X ve Y yönünde) hareket kabiliyeti sağlamaktadır.
Ayrıca paralel porttan gelen diğer bir pin direk olarak bir adet transistör ve bir adet röle ile sürülen, kalemimizi(aşağı-yukarı) hareket için kullanılan DC motoru tetiklemektedir[şekil-18]. İlaveten biri toprak ve biri de PIC’in bilgisayarla haberleşmesini sağlayan bit olmak üzere bilgisayar ve PIC arasında toprak hariç dördü giriş bir çıkış olmak üzere toplam beş tane pin kullanılmaktadır[şekil-17]. Tabi PIC bilgisayardan aldığı veriyi direk göndermemekte veriyi kendi programı(PIC programı kısmında geniş olarak anlatılacak) sayesinde gerekli işlemleri yaptıktan sonra dörder bitlik verileri ULN2003 entegrelerine; hangi motora, hangi yöne ve ne kadar süre gideceği bilgisini göndermektedir.
Eğer çizim yapılacaksa, bilgisayar direk olarak paralel porttan DC motora (kalemi kontrol eden motor) aşağı inmesi gerektiği verisini tek bit ile göndermekte ve bu veri bir adet BC237(NPN) transistor sayesinde 5 volta yükseltilip bir adet röleyi(5-volt, 8-bacak) tetiklemekte, DC motor çalışmakta ve kalem aşağı inmektedir[şekil-18].
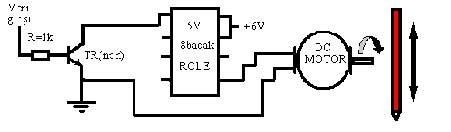
Şekil – 18 – DC Motorun Çalışma ve Bağlantı Şeması
Çizim yapılmadığı esnada ise bilgisayar kalemi hareket için kullanılan transistöre gönderdiği bilgiyi kesmekte ve kalem, onu geri çeken bir yay yardımıyla hemen yukarı kalkmakta ve çizim işlemi kesilmektedir. PIC ile bilgisayarın eş zamanlı olarak çalışması için bir adet ready-busy bacağı eklenmiştir. Bilindiği gibi bilgisayar PIC’ten daha hızlı olduğundan dolayı PIC bilgisayar hızına yetişememekte ve bazen veri kaçırabilmektedir, fakat bu bit sayesinde bilgisayar PIC’in işini bitirmesini beklemekte, yani motorları her çalıştırıp durdurduktan sonra bilgisayara yeni bilgi için hazır olduğunu bildirmektedir, böylelikle veri kayıpları yaşanmamakta ve sistem daha kararlı çalışmaktadır.
ULN2003 entegreleri ise PIC’ten gelen sürüş bilgisini, yani bit kaydırmasını 12 DC volta yükselterek step motorlarına vermektedir. Eğer ULN2003 kullanılmaz ise PIC’ten gelen 3-5 DC voltluk gerilim ve düşük akım step motorları süremeyecektir, sürse bile sistem için gereken torku sağlayamayacaktır. Bu sebeple ULN2003 entegre devresi kullanma ihtiyacı doğmaktadır. ULN2003 entegre beslemesi bir diyot(1N4001) ile verilmektedir çünkü entegrenin yapısı gereği diyot kullanılmadığında motorların girişleri toprak olmakta ve motor çalışmamaktadır.
ULN2003’le aynı işi yapabilecek ayrı ayrı beslenmiş transistör grupları da kullanılabilirdi fakat entegre devre hem daha az kaynak gerektirecek hem de senkronize çalışacaktır. Bu sebeple bu entegre devre daha uygun olmaktadır. Kullanılan step motorlar 7.5° adım boyundadırlar bu da bir tam dönüş için 48 adım hassasiyeti vermektedir, bunun yanında dişli sistemlerinden Y-motoruna bağlı dişlilerden 1/12, X-motoruna bağlı dişlilerden 1/10 kat dönme kazancı sağlamaktadır. Bu da her bir motorda yaklaşık olarak 1-2 mm çizim hassasiyeti sağlamaktadır. Bu değer her ne kadar küçük boyutlardaki; örneğin mobil telefonlar için yeterli bir hassasiyet olmasa da kafi sayılabilecek bir miktardadır.
Basit bir robot devresi için hazırlanıp MiniCiR programında çizilmiş olan bir devre aşağıda görülmektedir
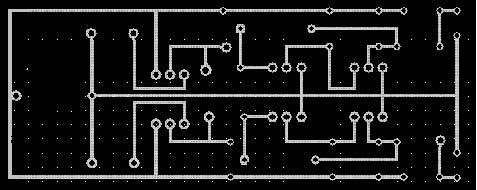
Şekil – 19 – MiniCiR’de Çizilmiş Baskı Devre Örneği
Çizim hassasiyeti kalem inceliğine de bağlıdır. İnce kalem için daha hassas, biraz daha kalın kalem için daha az hassas olmaktadır. Eğer istediğimiz devre çok ince yollara ihtiyaç duymuyorsa, bağlantı yollarımızı kalın çizmekte fayda vardır çünkü bilindiği gibi iletkenlerde direnç, kalınlık artıkça düşmekte, böylelikle güç kaybı ve beraberinde devrede ısınma problemi de azalmaktadır.
İstediğimiz baskı devre bakır levhaya çizildikten sonra kalemimiz harekete başladığı noktaya en kısa yoldan geri dönmektedir. Bu da sistemin anlık dahi olsa veri kaybı yapmadığı yani geçtiği noktaları belleğinde tuttuğunu göstermektedir. Makinenin, sesle çalışan küçük bir robot için hazırlanmış olan baskı devresini, bakır levhaya aktardığı basit bir örneği gösterilmektedir.
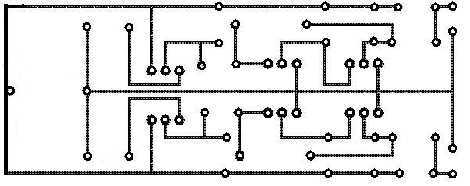
Şekil – 20 – MiniCiR’in Bakır Plakete Çizdiği Baskı Devre Örneği
Şekilde görüldüğü gibi makine, elemanların yerleştirileceği bağlantı uçlarına küçük halkalar koymaktadır. Bu halkalar lehim işlemleri esnasında lehimin bağlantı noktalarına tutunmasını kolaylaştırmakta ve ayrıca lehimin dışarı taşmasını da engellemektedir.
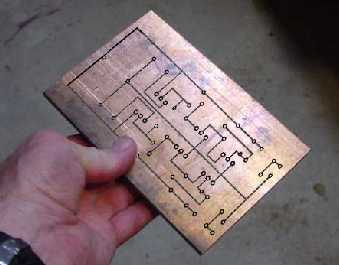
Fotoğraf – 2 – Plakete Çizilmiş Devre Örneği
Plakete aktarılan şekil, gerekli kimyasal işlemlerden sonra kullanıma hazır hale gelecektir. Elektronik elemanlarımız lehimlendikten sonra devremiz, test ve kullanım için hazır olmuş olacaktır.
Emeği geçen hazırlayan kişilere teşekkürler.
Şifre-Pass: 320volt.com
Yayım tarihi: 2008/06/28 Etiketler: baskı devre, baskı devre kalemi, bilgisayar, cnc matkap, cnc pcb, kontrol, microchip pic projeleri, pcb, pcb makinası, PIC16F628 örnekleri, step motor, ULN2003
proje ile ilgili dosyalara nasıl ulaşırız bilgisi olan varmı