
PLC’ in çalışması ve fonksiyonu Bir kumanda cihazı temel prensip olarak üç bölümden oluşur. Birincisi merkezi işlem bölümüdür. İkincisi bütün sinyal elemanlarının bağlandığı giriş bölümü, üçüncüsü de son kumanda elemanlarının bağlandığı çıkış bölümüdür.
Genelde her PLC ilk önce prizden aldığımız 220 volt’u CPU için 5 Volta indirge¬yen bir modüle sahiptir. Giriş ve çıkış bölümleri için genelde 24 Volt kullanılmakla beraber bu değer 220 Volta kadar değişmektedir.

Girişler Opto-Coupler (opto izolatör) ile CPU’ dan galvanik olarak ayrılmıştır. Aynı şekilde çıkışlar da Opto-Coupler veya röle ile CPU’ dan galvanik olarak ayrılmıştır. Çıkışların kullanımda aşırı yüklenmesi durumunda üretici firmanın uyarılarına dikkat edilmesi gerekir.
Daha sonraki konularda açıklanacağı gibi, sensörlerden gelen sinyallerin durumu ( 0/1 şeklinde) dikkate alınarak büyük bir tabelaya benzetebileceğimiz bütün sinyallerin durumunu gösteren proses giriş resmi (PAE) oluşturulur. Aynı şekilde çıkışlar için de proses çıkış resmi (PAA) mevcuttur.
Bellekteki programın işlenmesinde mikroişlemci bir adres sayıcısı sayesinde her seferinde bir bellek adresinden bir emri alır ve onu işler. İşlem sona erince adres sayıcısı 1 adım yükseltilmek suretiyle ikinci bir emir alınır. Bu işlem, normal şartlarda hiç ara vermeksizin devam eder.
Aynı zamanda mikroişlemci SİSTEM BUS’u sayesinde zaman elemanı, sayıcı, proses giriş resmi, durum tespit işaretleri vb. elemanlarla haberleşir ve onları programın işlenmesinde kullanır. Bunu yaparken de devamlı olarak bu elemanların sinyal durumlarının ( 0/1) ne olduğunu sorgular.
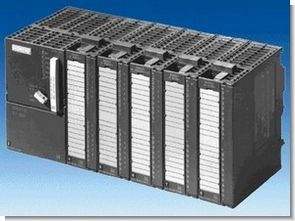
S7-300 sistemlerine maksimum 32 modül eklenebilir. Her montaj rayı 8 modül taşıyabilir. 4 ayrı montaj rayı montaj edilebilir. Rayların kendi aralarında haberleşmesini sağlamak amacıyla haberleşme birimine ( IM ) ihtiyaç vardır.

PS =Güç kaynağı (Power Supply)
CPU =Merkezi işlem birimi (Central Process Unit)
IMS =Gönderici arabirim modülü(Interface Modul Sender)
IMR =Alıcı arabirim modülü (Interface Modul Receive)
4.slot numarasından itibaren sinyal (Dijital, analog – giriş, çıkış) , haberleşme ve fonksiyon modüllerinin takılabileceği alandır. Her modül için bir DWORD’ luk ( 32 bit )alan rezerve edilmiştir.
Sadece 0. montaj rayı kullanılacaksa 3. slot boş bırakılacaktır. 1,2 ve 3 nolu raylarda 2 nolu slot boştur. ( PS yine 1.slot’a takılmıştır.)
Lineer Program işleme : Emirler program belleğinde bulundukları sıraya göre işlenirler. Program sona erdiğinde aynı işlem tekrarlanır. Yani sürekli bir çevrim söz konusudur.
Bir programdaki bütün emirlerin bir kez işlenmesi için gerekli zamana çevrim süresi adı verilir. Bu süre programın içerdiği emirlerin sayısına ve türlerine bağlıdır. Dikkat edilmesi gereken husus, bu sürenin mümkün olduğunca kısa tutulmasıdır. Lineer program işleme genelde basit ve kapsamlı olmayan programlar için kullanılır.
Yapısal Program işlenmesi : Özellikle kapsamlı problemlerde kullanılır. Program mantıklı olarak fonksiyonuna göre küçük modüllere ayrılır ( FB, FC ler). Programlarda kullanılacak verilerin saklandığı modüller ( DB ) ve bütün bu alt programların üzerinde bu programları belirli bir sıraya göre çağıracak bir organizasyon programı ( OB 1 ) oluşturulur.
S7-300 de proje oluşturma
Not: Aşağıdaki anlatımlarda kullanılan
“X” : Mausun sol tuşu ile tek tıklamayı
à : Bir alt menüye geçişi ifade etmektedir.
Markalama ise mausun sol tuşu ile tek tıklanarak o elemanın farklı bir renge boyanması demektir.
Donanım tanıtılmadan ( IFM Modüller için geçerlidir)
A- Yeni bir klasör açmak
Bilgisayarım XX à, ( C ) X, Yeni à, Klasör X ( Yeni klasör yerine isim yazılır )
B- SIMATIC MANAGER dosyası açmak
a) Simatik manager XX, Datei X, Neu à, Projekt X (Proje penceresine yeni isim yazılır )
b) “Ablegeort” penceresine ( C:\ …… ) kendinizin verdiği klasör adı yazılacak ve onaylanacak.
c) Bizim yazdığımız dosya adında yeni bir pencere açıldı.
1- Einfügen à, station à, Simatic 300 station X, (Dosya adımızın başında (+) oluştu), ( + ) X,
2- + Simatic 300 Station açıldı Einfügen à,Program à,S7 Program X,
3- Listemizin altına ( + S7 Program (1) ) açıldı ( + ) X,
4- Listemize “Quellen” ve “Bausteine” eklendi
Bausteine XX, ( Yan taraftaki pencereye OB1 yazıldı. Programımızı sadece OB1 içerisinde yazacaksak OB1 çift tıklanarak açılır ve program buraya yazılır. )
5- Diğer blokları kullanmamız gerekiyor ise, (blokların ne zaman ve nasıl kullanılacağı ileri konularda anlatılacaktır.
Einfügen à, S7 Baustein à, Eklenmek istenen blok ( FB, FC, DB vs ) üzerine X,
6- Açılan pencerede gerekli ayarlamalar ( Modül numarası, programcıya ait bilgiler, program yazım şekli v.b.) yapılıp tamam tuşuna basılacak.
7- Yan penceremize yeni oluşturduğumuz bloklar açıldı. Hangi blokta çalışmak istiyorsak o blok üzeri çift tıklanarak çalışma sayfamız açılmış olur. ( Blokların açılmasında önce çağrılan, sonra çağıran blok açılmalıdır.)
Yukarıdaki dosya açma şekli IFM modellerde geçerlidir. IFM olmayan modellerde PLC’ e ait donanımın tanıtılması gereklidir. Bunun için;
4. Donanım tanıtılarak
A- Yeni bir klasör açmak
Bilgisayarım XX à, ( C ) X, Yenià, Klasör X ( Yeni klasör yerine isim yazılır ) Bunun amacı bütün çalışmaların aynı klasör altında toplanmasını, kolay taşınmasını ve silinmesini sağlamak içindir.
B- SIMATIC MANAGER dosyası açmak
a) Simatik manager XX, Datei X, Neu à, Projekt X (Proje penceresine yeni isim yazılır “DENE”)
b) “Ablegeort” penceresine ( C:\ ……….. ) kendinizin verdiği klasör adı yazılacak ve onaylanacak
Mantık kapıları kombinasyonları
Kumanda programlarında sadece “VEYA”, “VE”, “DEĞİL” kapılarının kullanılması söz konusu değildir. Gerekli fonksiyonlar çeşitli kapıların bir araya getirilmesi ile gerçekleştirilmektedir. Bu durumda sonucun doğru olarak alınabilmesi için “VE” den önce “VEYA” ve “VEYA” dan önce “VE” problemleri oluşmaktadır.

Yukarıdaki çözümler incelendiğinde görülecektir ki, bazı mantık kapıları kombinasyonlarının “PLC ” tarafından işlenmesinde yanlış sonuçlar doğmaktadır. Bu da temel prensip olarak “VE” den önce “VEYA” olması durumundadır. Böyle bir durumda PLC’in programı sürekli bir çevrim olarak işlediğini hatırlamalıyız. Emirler sırayla işlenmekte ve elde edilen sonuçlar her seferinde bir yere yazılmaktadır. Bu yazılan alanlar emir listesinde parantez işlemlerine dönüşmektedir.
Trafik lambası kontrolu
Otolar için yeşil lamba
UN A124 . 0
U E124 . 0
UN T0
L ST5#6S
SV T0
O A124 . 0
O T5
ON E 124 . 0
R T0
U T0
= A124 . 2
Otolar için yeşil ile beraber sarı lamba
U T0
L ST5#4S
SS T1
ON T0
O T5
ON E 124 . 0
R T1
Otolar için kırmızı lamba
UN T0
U E124 . 0
UN A124 . 2
L ST5#6S
SV T3
UN E124 . 0
R T3
U T3
= A124 . 0
Otolar için kırmızı ile beraber sarı lamba
U T3
L ST5#4S
SE T2
ON T3
ON E124 . 0
Sarı lamba
O T1
O
UN E124 . 0
U T10
O T2
= A124 . 1
U A124 . 1
L ST5#4S
SE T5
Yayalar için kırmızı lamba
U A124 . 2
= A125 . 0
Yayalar için YEŞİL lamba
U A124 . 0
= A125 . 1
1 Hz’lik clock generatörü
UN T11
UN E124 . 0
L S5T#500MS
SV T10
UN T10
L S5T#500MS
SI T11
BE
Sayma Fonksiyonu
Kumanda tekniğinde sayma : Belirli bir miktarın belirlenmesi birçok durumda darbelerin sayılması ile gerçekleştirilmektedir. Bunun için de bu darbeler bir sayıcıya gönderilir. ikili veya BCD olarak sorgulayabileceğimiz sayıcı durumu da bize belirlemek istediğimiz miktarı verir. Bu şekilde aşağıdaki problemlerle karşı karşıya kalabiliriz:
– Bir miktarın sayılması
– Bir istek miktarına göre sahip olunan değerin eşit, küçük veya büyük olup olmadığının araştırılması
– Çeşitli miktarlar arasında farkın belirlenmesi vb.
Sayıcılar bazı ek elemanların kullanılması ile daha değişik fonksiyonları da gerçekleştirebilirler.
Sayma Fonksiyonları
Sayıcıların Programlanması :Temel olarak PLC sistemleri üç çeşit sayma fonksiyonuna sahiptirler.
a) –CPU’ da Software olarak hazırlanmış ve her zaman çağırılabilecek sayıcılar. Bunlar belirli bir emir listesine sahiptirler ve kullanımları bu emirlere bağlı kalınarak yapılır. örneğin S 7 de sayıcılar CPU cinsine göre Z 1….Z 64 adını alırlar. Bu sayıcılar her çevrimde sadece bir sinyal olmak üzere ileri veya geri sayma yapabilirler. işleme süresi PLC’ nin hızına bağlıdır.
b) –Durum tespit işaretleri (merker) ile de sayıcı yapmak mümkündür. ileri veya geri sayma işlemi toplama veya çıkarma emirleri ile yapılmaktadır. Bu tür sayıcılar bir çevrimde birden fazla extern darbeyi ileri veya geri sayabilir.
c) –Bazı sayıcılar da özel bir modüle yerleştirilip, hızlı sayıcılar olarak adlandırılmaktadırlar. Darbeler de direkt CPU’ ya bağlanırlar. Bu sayıcılar çevrim süresinden daha kısa olan sinyalleri sayabilecek durumdadırlar.
Aşağıdaki şekilde software olarak hazırlanmış bir sayıcıyı tam olarak gösterebiliriz.

Örnek: 26 Asenkron motorun ileri ve geri yönde çalıştırılması
3 fazlı bir asenkron motor “S1” butonu ile ileri yönde “S2” butonu ile geri yönde çalıştırılacaktır. “S0” butonuna basılınca da duracaktır. Bir yönde çalışırken motor durdurulmadan diğer yönde çalışmayacaktır. Ayrıca motor “F2” aşırı akım rölesi ile korunacaktır. Çözümü (S7 300 PLC ile) yapısal programlama ile yapınız.

Örnek : Garaj kapısı kumandası Şekildeki garaj kapısı kumandası PLC ile yapılacaktır.Çalışma şartları aşağıda belirtildiği gibidir.
*A anahtarının kapatılması ile garaj kapısı çalışmaya hazır duruma gelecek.
*S start butonuna basıldığında motor ileri yönde çalışacak ve kapı açılacak,kapı S1 sınır anahtarına dokunduğunda duracak.
*S start butonuna tekrar basıldığında motor geri yönde çalışacak ve kapı kapanacak ,kapı S2 sınır anahtarına dokunduğunda motor duracak.
*Kapı açılırken veya kapanırken elektrik kesilip,tekrar geldiğinde ve S start butonuna basıldığında kapı açılacaktır.
*Eğer herhangi bir araç kapının ortasında kalırsa,S3 sensörü algılayacak ve kapı, araç gidinceye kadar kapanmayacaktır.
*Ayrıca elektrik motoru aşırı akım rölesi ile korunacaktır.
Teknoloji Şeması

Analog sinyal giriş ve çıkışı
SPS sadece elektriksel yani gerilim veya akım olarak sinyalleri okuyabilir ve dışarıya verebilirler. Elektriksel olmayan sinyaller mevcut ise bunların SPS dışında elektrik sinyallerine dönüştürülmesi gerekir. Yani yukarıda verilen örnekteki ısı, debi, devir sayısı gibi değerler elektrik sinyallerine dönüştürüldükten sonra işlenmesi gereklidir.
Örneğin; bir motorun devir sayısı 0 ile 1500 dev/dk arasında değişiyor ise; motor dönmediğinde 0 volt, 1500 dev/dk ile döndüğünde ise 10 volt gerilim elde edilmelidir. Ara değerlerde de o oranda gerilim alınmalıdır.
Bir analog sinyalin değerlendirilebilmesi için sinyalin hangi değiştirilebilir parametrede olduğunun bilinmesi gerekir. Bir elektrik sinyali için iki sinyal parametresi mevcuttur.
Gerilim değeri; ‘U’
Akım değeri; ‘I’
Sinyallerin çevrilmesi :Analog sinyaller SPS tarafından direkt olarak okunamaz, çünkü SPS sadece ‘0’ ve ‘1’ leri tanır. Bunun için sinyal dönüştürücüleri vardır. Giriş gerilimine orantılı olarak bir dijital değer atayan analog – dijital çevirici (ADU), dijital çıkış değerlerini analog gerilim sinyallerine dönüştüren dijital – analog dönüştürücüler (DAU) kullanılır.
Hazırlayan:GÖNÜLKIRMAZ ÖZTAŞ İSTANBUL HAYDARPAŞA ANADOLU TEKNİK LİSESİ OTOMATİK KUMANDA BÖLÜMÜ – S7-300 PLC Hakkında detaylı bilgi ve örnek pcl yazılımları uygulamalar
yukarıda özetler verilmiştir;
Şifre-Pass: 320volt.com
Yayım tarihi: 2009/02/25 Etiketler: plc bilgi, plc ders, plc nedir, plc notları, s7-300, siemens plc
ustam eline sağlık ben de siemens s 7 300 dersi görüyorum gerçekten güzel bişey fakat küçük işlere gelmiyor ve pahalı keşke ucuz olsa ve yaygınlaşa bilse zaten öyle olursa pic ler değersiz olur endüstriyel alanda fazla bütçe istemeyen büyük işler ortaya çıkar
Kardeş kendine bir easyport al farklı işleri onunla yap sende
link kırık indiremedim tekrar yükler misiniz
link yenilendi tekrar deneyin
teşekkür ederim
Abiler bu işten ne kadar para kazanılıyor ? ben eml öğrencisiyim bu dersi görüyoruz değer mi bu işe yeni girdik ne yapmalıyız
bu işten eğer iyi öğrenirsen aylık kazancın binlerce tl yi geçer.
proteus programında plc çizimi nasıl yapabilirm yardımcı olabilirmisiniz iyi günler