
Programlanabilen mantık denetleyicisi, (bundan sonra PLC olarak ifade edilecek) içerisinde mikrobilgisayar bulunan ve ardışık kontrol devrelerinde kullanılan elektronik bir kontrol elemanıdır.
PLC, başlangıçta röle ile kontrole alternatif olarak geliştirildi. Fakat sonradan, sadece röle yerine kullanılmadı ve PLC’nin yeni fonksiyonları geliştirildi. PLC’nin röleli kontrolden en önemli farkı, kontrol elemanlarını kontrol etme yöntemidir. Röleli kontrolde, her bir röle ve diğer ekipmanlar birbirlerine kablolama ile bağlanır.
![]()
PLC’de ise bu işlemlerin tamamı bilgisayarda yada programlama konsolunda yazılan programın PLC’ye yüklenmesi ile yapılır ve kablolama işlemi sadece giriş sinyalleri ve çıkış elemanları için yapılır.
Günümüzde, MITSUBISHI, OMRON SIEMENS gibi pek çok firma PLC üretimi yapmaktadır. Her firma, ürettiği PLC için, kendine özel programlama programlarını da üretmektedir. Fakat tüm PLC’ler için program yapma mantığı ve düşünce şekli neredeyse aynıdır, sadece bazı özel fonksiyonlar ve programlama dili farklılığı olabilir.
Bu seminer notunda, kullanacağımız PLC’ler MITSUBISHI ürünü olduğu için, aynı firmaya ait olan PLC ürünlerine ait içerikler ve programlama anlatılacaktır.
Aşağıdaki şekilde de görüleceği gibi PLC, içerisinde mikrobilgisayarlı (CPU) elektronik devreler ve hafıza (memory) bulunduran bir endüstriyel mikrobilgisayar gerecidir. PLC ile kontrolde, programlama konsolundan PLC’ye çeşitli giriş sinyalleri ve kontrol içerikleri gönderilir. Sonuç olarak da çıkış sinyalleri, çıkış elemanlarına yöneltilir. Giriş, çıkış gereçleri ve PLC arasındaki sinyal değişiminde giriş arabirimi ve çıkış arabirimi olarak adlandırılan tekrarlayıcı (repeater) gereklidir.

Aşağıdaki şekil, PLC ile bağlantıya somut bir örneği göstermektedir. Anahtardan gelen (buton, anahtar, seçici anahtar, dijital anahtar) giriş sinyalleri, sensörden gelen giriş sinyalleri ( sınır anahtarı, foto elektrik anahtar, yaklaşım anahtarı) PLC’nin mikrobilgisayarına giriş arabirimi aracılığı ile gönderilir.

PLC üreticileri, kendi ürünleri için farklı programlama dili (öğretici dil – komut dili) kullanmaktadır. Bu farklı dil, PLC programlama metodunun farklılığından yada PLC’nin fonksiyonlarının farklılığından kaynaklanmaktadır. Fakat temelde birbirlerine benzerdirler. PLC komut kelimeleri, 16’dan 32’ye kadar olan giriş ve çıkışları ile ve karşılaştırmalı olarak, kolay anlaşılabilir bir şekilde, basit elektrik devrelerine karşılık gelecek
şekilde açıklanacaktır.
Bir sinyal hattı, ikili sayı sistemi kullanılarak açıklanabilir ve bu sinyal hattında “0” ve “1” olmak üzere sadece iki durum vardır. Örneğin, 16 (Decimal) sayısı ikili sayı sistemi ile “10000” olarak yazılabilir ve bu gösterim şeklinde her bir sayının bir ağırlığı vardır, bu da birinci sayı için;20 , beşinci sayı için 24 şeklinde ifade edilebilir.
Aynı zamanda devreye enerji verip kesmek yada PLC içerisindeki röleleri yada hafızaları aktif yada pasif yapmak için de ikili sayı sistemi kullanılır. Devreye enerji verilmesi yada herhangi bir elemanın aktif olmasını “1” bunun tersi yani devre enerjisinin olmaması yada herhangi bir elemanin pasif durumda olmasını da “0” sinyali ile göstermek devre açıklamalarında bize kolaylık sağlayacaktır.
Octal sayı sistemi 0 ile 7 arasındaki rakamların kullanıldığı sayı sistemidir. Binary sayıyı en sağdan itibaren üçerli gruplara bölerek ve 0 ile 7 arasındaki rakamları kullanarak octal sayı sistemine dönüştürebiliriz.
Onaltılı sayı sistemi 16 tür durum ile açıklanabilir. Bunlar 0 ile 9 arası rakamlar ve A ile F arası harflerdir (Decimal sayı ile 0-15 arasındaki sayılar) . Binary sayı, dörderli gruplara bölünerek ve her bir dörtlü grubun hexadecimal karşılığı bulunarak dönüşüm işlemi yapılabilir. Sayı olarak hexadesimal sayı kullanılmak isteniyorsa, karışıklığa meydan vermemek için sayının sonuna yada başına “H” harfi eklenmelidir. Örneğin; “H10” yada “10H” (decimal karşılığı 16), “H2A” yada “2AH” (decimal karşılığı 42).
BCD Sayı Sistemi BCD, Binari kodlanmış decimal’in kısaltılmış halidir. Bu sayı sistemi, ikili sayı
sisteminin en sağdan itibaren dörderlik bitlere bölünmesi ile gösterilir. Her dörtlü bit sıfırdan dokuza (decimal) kadar olan sayıları alabilir. BCD sayı sistemi, binary sayı sistemi ile bilgisayar dünyası arasındaki iletişimde kullanılır.
BCD sayı sistemini kullanırken her bir dörtlü bit’in decimal değerinin dokuzu geçmemesine özen gösterilmelidir. BCD kod sisteminde dörderlik bitler kullanıyoruz ve bu dörderli bitler içerisinde 8 ile aynı anda 2 yada 4 ve 80 ile aynı anda 20 yada 40’ın kullanılması mümkün
değildir, çünkü bunlar birlikte kullanılırsa toplam değer 9 ( yada 90) u aşacaktır.
DMOV: Sayısal verinin uzunluğuna göre 16 bit yada 32 bitlik veriler vardır. 32 bitlik veri
ile ilgili çalıŞmalarda “D” (Double), komutun baŞına eklenmelidir. Burada kaynak ve hedef sayısı isteğe bağlı olarak ayrılabilir. Fakat herhangi bir karıŞıklığa meydan vermemek için, en düŞük bit numarasını çift sayı olarak seçmek iyi olacaktır.
- PLC Hakkinda Temel Bilgi
- PLC’nin temel teknolojisi
- PLC’nin yapısı
- PLC’ ye programlama
- Ladder diyagramı ile programlama (Merdiven diyagramı)
- Farklı firmaların PLC’lerine ait tahsisat tablosu
- Devre dizaynı
- Devre dizaynının akışı
- Programlama gereçleri
- PLC için komut dili (Öretici dil)
- Programlama için uyarıcı ifadeler
- Sekizli Ve Onaltılı Sayı Sistemi
- BCD Sayı Sistemi
- Veri Biçimi
- 16 ve 32 bit’lik verinin yönetimi
- Aygıt (Device)
- Kelime Aygıtı (Word Device)
- Bit aygıtı (Bit Device)
- İleri açıklama
- Veri taşıma
- Verilerin kodlarının değiştirilerek taşınması (BCD/BIN)
- Artma / Azalma (Increment / Decrement)
- Karşılaştırma (Comparison)
- Ekleme ve Çıkartma (Addition and subtraction)
- Çarpma ve Bölme (Multiplication and division)
- Zaman Kontrol Komutları
- Zamanlayıcı işlemleri (Timer operation)
- Ön değeri dolaylı olarak belirlemek
- Zamanlayıcı devresine örnek
- plc nedir
![]()
DECO, kod çözme komutudur. Kaynakğın kodu hedefe sadece bit numarası olarak çözülür. Kaynak bit aygıtı olduğu durumda bit numarası 0 ile 8 arasında olmalıdır. Eğer kaynak kelime aygıtı ise, bu durumda bit numarası 0 ile 4 arasında olabilir. 0 ile 8 arasındaki bit numaralarını değiştirmek sureti ile kod çözme işlemi 0 ile 255 arasında yapılabilir.
- Decode
- Zamanın öğretilmesi
- Titreme devresi (Flicker circuit)
- Özel zamanlayıcı
- ALT Fonksiyonu
- Sayıcı Fonksiyonu (Counter instruction)
- 16 bit yukarı sayıcı (up counter)
- 32 bit yukarı / aşağı sayıcı
- Uygulama ve örnekler
![]()
Programlanabilir ekran, fabrika otomasyonun yapılandırılmasındaki en önemli bileşenlerden bir tanesidir. Programlanabilir ekran, PLC’nin insan – makine arabirimi olarak geliİtirilmiİtir. Aşağıdaki şekilde tanımlanabilir.
Programlanabilir ekran; noktalı ekran görüntüsüne, çalıİtırma anahtarına, denetleyici arabirime, ekranın kontrolü için program belleğine ve girişlere sahip elektronik görüntüleme elemanıdır.
Piyasada birçok ürün vardır ve herbirinin kendine ait ismi vardır. Mitsubishi firmasının programlanabilir ekranı; GOT (Graphic Operation Terminal / Grafik işlem Terminali ) olarak adlandırılırken, Siemens firmasının Panel PC, Omron firmasının ürünüde Programlanabilir Terminal olarak isimlendirilir.
Günümüzde bu ekranlar sadece fabrika otomasyonunda değil, bankaların ATM makineleri gibi günlük hayatımızda da kullanılmaktadır. Gelecekte, hayatımızın her alanında daha fazla uygulanacaktır.

Programlanabilir ekran piyasası, 1988 yılında Fabrika otomasyonu kapsamında PLC’nin HMI(Human – Machine Interface /İnsan – Makine arabirimi) elamanı olarak ortaya çıktı. Bu cihazın adı program lanabilir ekran olm asına karşın sıklıkla Grafik İşlem Terminali yada (Touch Panel) dokunmatik panel olarak isimlendirilir. Aşağıda 3 tip uygulaması anlatılacaktır.
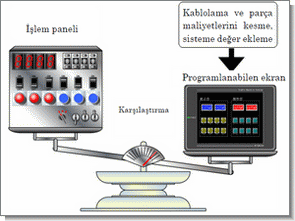
Bu uygulama, anahtar yada lambaların yerine ekrandaki görüntülerin kullanılması durumudur. Fabrika otomasyonundaki çeşitli makinelerde kullanılır. Aşağıda gösterildiği gibi, buton ve lambalar çalıştırma kısmı ve gösterge olarak ayrılmış şekilde çalışma paneline yerleİtirilir. Programlanabilir ekran, çalışma panelinin fonksiyonlarının bilgisayarlı halidir. Dokunmatik anahtarlama, grafik ve karakter gösterme gibi fonksiyonlara sahiptir. Genellikle bir mikrobilgisayara yada PLC’ye bağlantı yapılarak kullanılır.

POP (Point of Production / Üretim noktası) terminali ilk yapıldığında, bilgi terminali manasına geliyordu. Bunun gibi giriş bilgisi, sadece manyetik kart ve barkod okuyucudan sağlanan bilgilerdi. Ama son zamanlarda giriş bilgisi, manyetik kart ve barkod okuyucusu ile birlikte kullanılan programlanabilir ekranlardan da alınmaktadır.

- Programlanabilir ekran
- Programlanabilir ekranın kullanımı
- İşlem terminali olarak uygulamalarda kullanımı
- POP Terminal olarak uygulamalarda kullanımı
- Veri bilgilendirme terminali olarak kullanımı
- Programlanabilir ekranın faydaları
- Dokunmatik ekran olarak çalıştırma
- Programlanabilir ekranın PLC’ye bağlantısı
- Görüntü fonksiyonu
- Monitör (izleme)fonksiyonu
- Veri değişim fonksiyonu
- Anahtar fonksiyonu
- İzleme (Monitör) cihazı
- Veri örnekleme fonksiyonu
- Alarm fonksiyonu
- Kablo bağlantısı
- Fonksiyonları
- Katlama (Üst üste bindirme Overlay) fonksiyonu
![]()
PLC den PLC veya diğer ekipmanlarla haberleşmek için kullanllan bir çok yöntem vardır. En çok bilineni ve kullanllanı RS485 bağlantlsıdır. Bu bağlantıda sadece PLC den PLC ye bağlantı gerçekleştirilir. Bununla beraber diğer ekipmanlar örneğin kodlaylcılar (Encoder), pozisyon kontrol sistemlerinin PLC ye bağlantısı için diğer bağlantı yöntemleri kullanılır ki en yaygın olarak kullanılanı CC-Link dir. Pratikte yapılan bazı haberleşmelerin bağlantı ve özellikleri değişik tip allmtırmalarla kontrol edilmelidir.
- Haberleşme (iletişim)
- Haberleşme tipleri
- N:N Network
- Paralel Link
- Computer Link
- Protokolsüz haberleşme
- İsteğe bağlı programlanabilir port
- Parametre ayarları
- Örnekler
- Master istasyon
- Lokal istasyon
- Uygulamalar
- Sistem konfigrasyonu
- Hata doğrulaması
- Yardımcı röle ve register
Hazırlayan: Mazhar Zorlu Anadolu Teknik Lisesi Endüstriyel Otomasyon Teknolojileri Bölümü İleri Seviye PLC Programlama Kursu Temmuz 2005 Bornova İzmir. Emeği geçen Kişilere Teşekkürler.
Şifre-Pass: 320volt.com
Yayım tarihi: 2009/02/22 Etiketler: decode, dmov, kurs notları, otomasyon, plc nedir, plc programlama, plc sayıcı, programlanabilir ekran, sayı sistemleri
Hocam çok sağol döktürmüşsün gene. Vallahi topluma çok faydalı bilgiler deneyimler devreler veriyorsunuz 😉 Allah işinizi rast getirsin
Abicim allah razı olsun böyle siteler her zaman kazandırır ben kendim elektrikçiyim bilgiler işime yaradı ama birde eğitimli videoları olsa çok süper olacak tekrar teşekkür ederim…saygılarımla 🙂
merhaba ben otomasyon program ve program kopyalama konularına çok meraklı biriyim kendim beyaz esyatamir ve bakım işi yapıyorum bilgileriniz için çok çok teşekkür ederim umarım bunların devamı da gelir ve ayrıca bu otomasayon konularında bilgi sahibi olmak istiyorum acaba bu konuda bana yardımcı olurmusunuz şimdiden teşekkürler hayatınızda başarılar dilerim
Paylaştığınız bilgiler için çok teşekkür ederim. Bilgiyi Paylaşıldıkça çoğalır.
bu sorular hakkında bana yardımcı olabilirmisiniz?