
Elektroliz yöntemi elektrik akımı ile pas temizleme güç kaynağı için l200 ile basit bir devre kimyasal ise sodyum karbonat. Elektroliz Kullanarak Pas Temizleme. Bir süredir çelik ve demir yapıtlardan pası dikkatli bir şekilde çıkarma ihtiyacı duydum tam da bunu başarmaya yönelik deneylerimin bir sonucu olarak ortaya çıktı.
Bundan önce var olan ve ilk yıllarda ilk araştırmamı yaparken başvurabildiğim çeşitli pas giderme sayfalarını saygıyla selamlıyorum; Bu sitelerin bazılarında, deneyi yapan kişinin bilmesi gerektiğini düşündüğüm ayrıntılar atlanmıştı, bu yüzden deneyimlerimi halka duyurmaya ve sahip olduğum tüm soruları yanıtlamaya karar verdim.
Pas gidermenin çeşitli bariz yöntemleri vardır, ancak bu yöntemler, kullanımda yıkıcı olma eğiliminde olduklarından çok eski veya değerli eserler için uygun değildir, yani pasla birlikte baz metalin bir kısmı da çıkarılır. Pasın fosforik asit veya hatta sirke gibi asitlerle çözülmesi iyi sonuçlar verebilir, ancak bu işlem pas içinde korunmuş olabilecek tüm yüzey özelliklerini ortadan kaldırır. Paslanmış metalin bir kısmını sadece çıkarmak veya çözmek yerine gerçekten kurtarmaya çalışmanın bir yolunu aradığım için, bu yöntemler uygun görülmedi. Bu, elektroliz olarak da bilinen ve korozyon ürünlerinin bir kısmını tekrar sağlam demire dönüştürmeye çalışırken kalanını gevşetme işini yapmak için bir alkali çözelti veya elektrolit içinde bir elektrik akımının geçişini kullanmayı içeren elektrolitik yöntemi bıraktı. gevşek bağlı bir bileşiğe dönüştürerek korozyon.
Pas temizle için eski bir nal kullanılmış aşağıda temizleme işlemi öncesi ve sonrası


Dikkat : Kimyasal ile uzun süre temas soluma zararlı uygulama açık alanda ya da iyi havalandırması olan bir yerde yapılmalı
Bakır, bronz, pirinç, kalay, kalay veya alüminyum gibi demir içermeyen metaller için elektrolitik temizliğin uygun olmadığını lütfen unutmayın. Bu metallerde bulunan korozyon ürünleri nadiren elektrolitik etki ile oluşur ve bu nedenle süreç elektrolitik olarak tersine çevrilemez. Bakır ve kalay alaşımları söz konusu olduğunda, işlem zararsız olacaktır, ancak alüminyum alkali çözeltiden olumsuz etkilenebilir ve bu nedenle bu işleme tabi tutulmamalıdır. Pas elektrolizinin pası çıkarmanın sihirli veya hızlı ve kolay bir yoluna benzediğini düşünme hatasına düşmeyin. İşlem tamamlandıktan sonra gevşek dönüştürülmüş pası çıkarmak zaman alıcı ve oldukça dağınıktır, ancak çaba göstermeye hazırsanız, sonuçların zahmete değer olduğuna inanıyorum.
Pası tekrar demire dönüştürmek için elektrik kullanma fikri yeni bir fikir değil ve elektroliz, toplayıcılar ve arkeologlar tarafından on yıllardır metal restorasyonu için kullanılıyor ve sonuçlar çok etkileyici olabilir; uygun işlemden sonra parlak metal görünür hale gelir. Bununla birlikte, kesin gereksinimler bazen tam olarak anlaşılamıyor ve ekipman genellikle kaba bir tasarıma sahip, ancak ev eşyaları kullanılarak yapılan basit bir kurulum, belirli ayrıntılara dikkat edildiği sürece oldukça yeterli.
Yaygın olarak önerilen ekipman, basit bir şekilde plastik bir kap, bir miktar çamaşır sodası, çelik plakalar ve bir batarya şarj cihazından oluşur, ancak bu ekipmanda yapılan bazı iyileştirmeler, özellikle batarya şarj cihazı için uygun bir akım sınırlı güç kaynağının değiştirilmesi, iyileştirilmiş sonuçlarda temettü ödeyecektir. daha sonra bu konuda daha fazla ayrıntı.
Nelerin Elde Edilebileceğine Bir Örnek
Bu noktada elektrolitik işlem kullanılarak elde edilebilecek sonuçlara bir örnek vermenin ve bunların elde edildiği koşulları açıklamanın yararlı olacağını düşünüyorum. Uygun bir konu aradıktan sonra nihayet birkaç ay önce bulduğum eski bir at nalı üzerinde karar kıldım. Bu at nalı muhtemelen yüz yıldan çok daha eskiydi ve özellikle kötü bir şekilde aşınmış durumdaydı, zamanının çoğunu orijinal yüzey özelliklerinden herhangi birini yok eden kalın bir pul pul pas tabakası geliştirdiği yerde gömülü olarak geçirmişti.
Nal başlangıçta küçük bir törpü kullanılarak bir kenardaki küçük bir pas alanını dikkatlice çıkararak bazı metalleri ortaya çıkarmak için hazırlandı, böylece bir timsah klipsi kullanılarak bir elektrik bağlantısı yapılabildi. Daha sonra, her iki litreye bir tatlı kaşığı dolusu kuvvette, yirmi litre çamaşır sodasından oluşan oldukça zayıf bir çözelti hazırlandı – toplamda on beş yığın kaşık dolusu ve nalı asmak için bir yöntem tasarlandı. nal olduğunda katot olarak bağlandı ve bir amperin dörtte biri ile sınırlı bir akım uygulandı ve her şey kırk sekiz saat çalışmaya bırakıldı. Ayrılan süre geçtikten sonra, tedavi edilen nal küvetten çıkarıldı. Burada çözümün askıda kaldığını belirtmek gerekir.
Bu, uygulanan düşük akımdan ve dolayısıyla düşük voltajdan ve katoda göre anot plakalarının çok büyük alanından dolayı baştan sona açık ve anot plakalarında saptanabilir bir korozyon meydana gelmemiştir.
Nal çıkarıldıktan sonra suya batırıldı ve solüsyonun tüm izlerini gidermek için musluk altında durulandı. Dış pas katmanlarının artık katı siyah ve gri metalik bir çekirdeği ortaya çıkarmak için hafif parmak basıncı kullanılarak basitçe itilebileceği keşfedildi. Başlangıçta çekirdeği plastik bir ovma fırçası kullanarak fırçaladım, ancak bunun kalan siyah tortuları tamamen temizlemediğini ve hala yapışmış küçük kalıcı kırmızı pas alanları olduğunu gördüm. Bu noktada, nalda meydana gelen bariz hasar ve aşınmaya rağmen, çivi deliklerinin konumları artık kolayca görülebildiğinden ve kazınmış olduğu yerde demirin damarlarını görmek mümkün olduğundan, işler gerçekten çok cesaret verici görünüyordu. paslanma işlemi ile.
Sonunda nalı bir tel fırça kullanarak hafifçe ovalamaya karar verdim ve siyah tortular artık kolayca temizlendiğinden parlak gri bir metal taban ortaya çıktığı için bu cevap oldu. Çivi deliklerinin kendileri biraz inatçı çıktı, ancak küçük bir tornavida kullanarak bunların içinden geçilebileceğini keşfettim, biri hariç, çünkü içinde hala bir çivi kütüğü vardı. Sonunda nalı, metali ısıtmak için ılık suda durulandı ve tuvalet kağıdı kullanılarak hızla kurulandı ve metalin tutulan ısısı, kalan nemli alanları hızla kurutarak çok fazla yeniden paslanma olasılığını en aza indirdi. Son olarak, nalı daha fazla korozyondan korumak için hafif bir yağ tabakası verildi.
Peki pas tam olarak nedir? Pas oluşumunda yer alan kimya oldukça karmaşıktır ve bu sayfanın kapsamı dışındadır ve benim tam anlayışımdır, ancak süreci biraz ayrıntılı olarak açıklayan iyi bir site burada bulunabilir:
Demir Kimyası.
Süreçle ilgili biraz temel bilgi ilginizi çekebilir, bu yüzden burada özetleyeceğim. Demir bir nesne havaya ve biraz neme maruz kaldığında paslanma olarak bilinen bir süreçten geçer. Bu pas, demirin bir kısmının havadaki oksijenle birleşerek, doğası çevre koşullarına bağlı olan yeni bileşikler oluşturmasının sonucudur. Örneğin bir barakada yavaş yavaş paslanan çelik bir alet örneğinde, muhtemelen bizi ilgilendiren iki tür korozyon olacaktır:
1.) Kırmızı pasın dış tabakası gördüğümüz yüzeydir ve öncelikle demir oksit olarak bilinen Fe2O3 (nH2O) kimyasal formülüne sahip bir bileşikten oluşur. Bu malzeme, yerini aldığı metalden çok daha fazla hacim kaplar ve bunun sonucunda yüzeyden pul pul dökülme eğilimi gösterir ve mekanik cihazlarda meydana gelirse hareketli parçaları tutabilir. Bu gevşek pas tabakasının kaybı, bileşenden kurtarılamayan toplam metal kaybını temsil eder.
2.) Bu dış kırmızı pas tabakasının altında, yeni maruz kaldığında neredeyse mor-gri bir görünüme sahip olan daha sert, daha koyu bir malzeme tabakası bulunabilir. Bu katman genellikle metalin yüzeyi ile doğrudan temas halindedir ve elektriği iletebilir. Manyetit mineraliyle aynı kimyasal bileşime sahip olan ve bu nedenle bazen bu şekilde anılan Fe3O4 kimyasal formülüne sahiptir, ancak daha yaygın olarak basitçe ‘Kara Pas’ olarak anılır. Bu malzeme orijinal demir ile aynı hacmi kapladığından, metal üzerindeki yüzey özellikleri bazen çok az bozulma ile korunabilir ve alttaki metale güçlü bir şekilde bağlı kalma eğiliminde olduğundan, ayrılmaya ve ardından pul pul dökülmeye karşı oldukça dirençlidir.
Pas oluşumunda yer alan reaksiyon elektrokimyasal bir reaksiyon olduğundan, elektrik kullanarak süreci bir şekilde tersine çevirmenin mümkün olması gerekir ve durum gerçekten de budur. Polarite doğru olduğu sürece, katot olarak bağlanan konu ile, kara pasın bir kısmını orijinal metale iyi bir bağ ile metalik demire kimyasal olarak indirgemek mümkündür. Bu işlem sırasında, kırmızı pasın çoğu Fe3O4’e dönüştürülür ve yüzeyden ayrılarak dönüşüm tamamlandığında çıkarılmasına yardımcı olur.
Demir anot veya pozitif elektrotun harcanabilir olduğu düşünülmelidir ve öncelikle demirle birleşen moleküler oksijenin varlığının bir sonucu olarak paslanması beklenebilir. Bunu azaltmak için anot olarak yüksek dereceli paslanmaz çelik kullanmak mümkündür, ancak paslanmaz çelikte bulunan krom aşındıkça elektrolitte zehirli krom bileşikleri üretecektir, bu tehlikeli kabul edilir ve kanalizasyona atılması yasa dışı olacaktır. birçok alan. Çözeltiye çinko, nikel, bakır veya benzeri metallerin girmemesi önemli olduğundan galvanizli çelikten de kaçınmak iyi bir fikirdir, aksi takdirde katotta bir miktar kaplama meydana gelebilir.
İndirgeme işleminde, demir saf ve oldukça reaktif bir formda biriktirilir ve ıslak bırakılırsa şaşırtıcı derecede hızlı bir şekilde pas tabakası oluşturur – aslında birkaç dakika içinde, bu nedenle hızlı kuruma ve koruyucu bir tabakanın uygulanması önemlidir. Son olarak, elektrolitin kendisinin elektriği iletmek ve alkali bir ortam sağlamak dışında reaksiyona dahil olmadığını belirtmekte fayda var, ancak buharlaşma ve suyun bileşenine parçalanmasından kaynaklanan kayıplar nedeniyle seviye biraz düşebilir. gazlar. Bu herhangi bir derecede olursa, seviyeyi tekrar yükseltmek için sade su eklenmelidir. Özellikle daha yüksek akımlar kullanılıyorsa, süspansiyondaki pas ürünleri nedeniyle elektrolitin rengi biraz solabilir, ancak bu işlemi hiç etkilemez ve estetik nedenlerle istemediğiniz sürece çözeltiyi değiştirmenize gerek yoktur.
Önce güvenlik
Prosedürün açıklamasına başlamadan önce bazı güvenlik endişelerinden bahsedilmelidir. Öncelikle kullanılan elektrolit hafif alkalidir ve tehlikeli görülmemekle birlikte cilt ile uzun süreli temasından kaçınılmalı ve gözlerden uzak tutulmalıdır. Açıkçası, gözünüze bulaşırsa, bol miktarda su ile yıkayın ve hemen tıbbi yardım alın.
İkincisi, ekipman elektrik kullanımını içerir. Genellikle karşılaşılan voltaj, tipik olarak 10 ila 15 volt, normalde tehlikeli değildir, ancak temas, akımın vücut boyunca aktığı, örneğin her elde bir elektrot olduğu ve eller bir süre elektrolit içine daldırıldığı ve bu nedenle oldukça iletken olduğundan, bu düşük voltaj bile göğüs bölgesinden tehlikeli düzeyde akım geçmesine izin verebilir. Konnektörleri taşımadan önce daima beslemeyi kapatın. Şebeke trafosunun sıvıya yakınlığı konusunda da bir endişe olduğu açıktır, bu nedenle bileşenlerin göreli konumlandırılması konusunda sağduyu kullanılmalıdır.
Önemli bir nokta, patlayıcı gazların üretimi ile ilgilidir. Elektrolitten akım geçtiğinde, elektrotlarda hem hidrojen hem de oksijen gazı açığa çıkar ve bunlar karıştırıldığında oldukça patlayıcı bir karışım oluşturur. Prosedürün çok iyi havalandırılan bir alanda yapıldığından emin olun ve civarda kıvılcım veya alev olmasını önleyin. Güç verilirken konektörler takılırsa veya bağlantısı kesilirse kıvılcım çıkacağını ve bunun bir patlamayı tetikleyebileceğini unutmayın. Elektrot konektörlerini ayarlamadan önce daima şebeke trafosunu kapatın.
Son güvenlik notum, anotlar için paslanmaz çelik kullanımıyla ilgili ve bundan daha önce bahsetmiş olmama rağmen, bunun tekrar bahsetmek için yeterince önemli olduğunu düşünüyorum. Bu yaklaşım çekici görünebilir çünkü bu anot malzemesi kullanım sırasında paslanmaz ve bu malzemenin bazı web sitelerinde önerildiğini gördüm. Büyük sorun, paslanmaz çeliğin metal krom içermesi ve elektroliz sırasında krom bileşiklerinin elektrolite salınmasıdır. Krom bileşikleri oldukça zehirlidir ve birçok ülkede kanalizasyona atılması yasa dışı olacaktır. Anot malzemeniz için paslanmaz çelik kullanmamanızı şiddetle tavsiye ederim.
İlk olarak, elektrolit için temizlenecek öğeyi tamamen batıracak kadar büyük bir kap yerleştirilmelidir ve tamamen inert ve iletken olmadığı için plastikten yapılmış bir kap tavsiye ederim.
Anotlar için uygun malzeme bulunmalı ve araba tamirlerinde kullanılan 0,5 mm – 1 mm çelik levha kolayca kesilip şekillendirilebildiği ve ucuz olduğu için iyi bir seçimdir, ancak galvanizlenmemesi veya başka bir şekilde kaplanmaması gerekir çünkü bu neden olabilir. elektrolitte nihai sonucu etkileyebilecek bileşikler oluşturmak için kaplama için kullanılan metal, tipik olarak çinko. Metal plaka genellikle bir yağ filmi ile kaplanır ve bu koruyucu tabaka kullanımdan önce bir çözücü veya deterjanla çıkarılmalıdır. Bu anotlar daha sonra, bir bağlantının yapılabilmesi için her plakanın bir kısmının su seviyesinin üzerinde çıkıntı yapmasını sağlayarak kabın iç kısmına uyacak şekilde şekillendirilmelidir.
Temizlenen parçanınkine göre geniş bir yüzey alanı sunmalı ve elektrolitteki akım nedeniyle gölgeleme etkilerinden dolayı temizlenmeyen alanları en aza indirmek için parçanın yüzeyinin çoğunu her yönden “görebilmelidir”. köşelerden ziyade düz hatlarda seyahat etme eğilimindedir. Örneğin, küçük bir çelik çubuk parçasından yapılmış bir anot bir dereceye kadar çalışacaktır, ancak tatmin edici olmaktan daha azdır. Birden fazla kullanılıyorsa, tüm anot bölümlerinin klipsler ve tel kullanılarak elektriksel olarak birbirine bağlanması gerektiği unutulmamalıdır ve küvetin dibine bir plaka ve ideal olarak bir gazlı bez anot eklenmesi faydalı olacaktır. parçanın tamamlandığından emin olmak için üst anot malzemesi ile çevrelenmiştir. Bir alternatif, gölgeleme etkilerine maruz kalan tüm yüzeylerin işlemden geçirildiğinden emin olmak için parçayı işlemin bir kısmında basitçe döndürmek olabilir.
Daha sonra bir alkalin elektrolit oluşturulmalıdır ve uygun bir sodyum karbonat, Na2CO3 çözeltisi olduğunu düşünüyorum, çünkü oldukça güvenlidir ve aynı zamanda çeşitli markalar altında birçok süpermarkette kolayca bulunabilir, ancak adil bir yağış olması mümkündür. Kalsiyum karbonat, musluk suyunda bulunan kalsiyum iyonları ile değişen derecelerde reaksiyona girdiğinde ortaya çıkar ve bu, çözeltinin ilk önce bir veya iki gün beklemesine izin verilmediği sürece, parçayı ve elektrotları karlı bir tortu ile kaplama eğilimi gösterir. bu, dibe çökmek için kimyasal süreyi hızlandırdı ve berrak çözelti boşaltıldı. Bir alternatif deiyonize su kullanmak olabilir, ancak bu pahalıya mal olur ve ihtiyaç duyduğumuz miktarlarda kolayca elde edilemez. Bazı kaynaklar kostik soda, NaOH kullanılmasını önerir ve bu işe yarar, ancak tehlikeli bir kimyasaldır ve bu nedenle güvenlik nedenleriyle öneremem.
Çözeltiler için önerilen güçler değişkendir ve şu anda düzenli olarak %10’luk bir çamaşır sodası çözeltisi kullanmama rağmen, elektriği iletmekle tutarlı herhangi bir makul miktar yeterli sonuçlar sağlamalıdır. Kısa bir süre kostik soda ile deneyler yaptım ve bu oldukça güçlü kimyasal için uygun bir kuvvet yaklaşık %2 olacaktı, ancak ikisi arasında sonuçlarda hiçbir fark görmemiştim. Bu alıntılanan çözelti güçlerinin gizemini gidermek için, 100 mL’lik çözeltide bulunan kimyasalın ağırlığını gösterir; örneğin, %1’lik bir çözelti, 1 gram kimyasalın suda çözülmesini ve nihai hacmin 100 mL’ye çıkarılmasını içerir. Bu açıkça 10 gram kimyasal içeren 1 litre ile aynıdır, vb. Kostik soda kullanılacaksa, temas ettiği anda cilde hemen zarar vereceğini lütfen unutmayın, bu nedenle uygun koruma kullanılmalıdır.
Artık bir çeşit güç kaynağı gerekiyor. Düşük voltajlı doğru akım sağlamalıdır ve bu amaç için genellikle akü şarj cihazları önerilir, ancak elektrolitin düşük direnci nedeniyle büyük akımlar akarak şarj cihazında gerçek bir hasar ve hatta yangın riskine neden olur. Bu gerçekleşmese bile, ortaya çıkan akım akışı, kaliteli dönüşüm için çok yüksektir, bu da şiddetli anot erozyonuna ve katotta düşük kaliteli demir birikintilerine neden olur ve elektrolit boyunca mevcut olan nispeten yüksek voltaj, suyun yarılmasına neden olur. bileşen parçalarına ayrılarak katotta büyük miktarlarda patlayıcı hidrojenin oluşmasına neden olur. Değerli parçalar için ekipmanın biraz daha rafine edilmesi gerekir, ancak kullanabileceğiniz tek akım kaynağı bir pil şarj cihazıysa, iyi bir çözüm, elektroliz tankına seri olarak düşük voltajlı bir otomotiv ampulü yerleştirmek olacaktır. akım akışını düşük bir değere düşürmek için, 12 voltluk 2,2 watt’lık bir ampul veya benzeri iyi bir seçimdir ve duruma bağlı olarak akımı yaklaşık 200mA ile sınırlandırır. Bu konuda daha fazla bilgi için sayfanın ilerisindeki ‘Özel Hususlar’ bölümüne bakın.
Bağlantı zamanı geldiğinde kutupların doğru olmasına dikkat edin – temizlenecek parça MUTLAKA negatif uca BAĞLANMALIDIR. Elektrotların doğru şekilde bağlanması hayati önem taşır, çünkü bunun doğru şekilde yapılmaması parçanın kademeli olarak tahrip olmasına neden olacaktır. Parçaya iyi bir elektrik bağlantısı da gereklidir ve iyi bir temas sağlamak için göze çarpmayan küçük bir alandan parlak metale kadar pasın çıkarılmasını içerecektir. Birden fazla bileşenden oluşan parçalar, örneğin bir çırçır tuzağı, katoda elektriksel olarak bağlı tüm ayrı bileşenlere sahip olmalıdır.
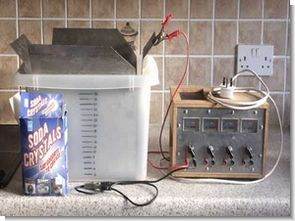
Bu en önemlisidir, bileşenlerin sadece birbirleriyle yakın fiziksel temasları ile elektriksel olarak bağlanacağını varsaymayın. Soldaki fotoğraf, oldukça paslı bir sırık tuzağını temizlerken kullandığım ekipmanımı gösteriyor. Bu resmin yüksek çözünürlüklü versiyonunda tuzağın çözelti içinde nasıl asılı kaldığını ve ayrıca tuzağın çeşitli bölümlerine ayrı bağlantıların olduğunu görebilirsiniz. Ayrıca elektriksel olarak birbirine bağlı dört plakadan oluşan anotun geniş alanı da görülebiliyor ve fotoğrafın çekildiği sırada kullanımda olmasına rağmen elektrolit hala temiz ve çok az kabarcık üretiliyor. Bunun başlıca nedeni, bir amperin yaklaşık dörtte biri kadar akan düşük akımdır ve küvet boyunca yalnızca küçük bir voltajın ortaya çıkmasına neden olur. Bu arada, batık klipslerdeki kırmızı alanlar, çözeltideki elektriği ileten çıplak metal miktarını yalıtkan boya püskürterek azaltma çabalarımın kalıntılarıdır, ancak çözelti içinde çıktı ve muhtemelen zaten gerekli değildi. Parça hazırlandıktan ve kablolandıktan sonra elektrolit içine indirilebilir
ve çelik plaka anotlarına ve uygulanan güce temas etmemesini sağlayacak şekilde uygun şekilde askıya alınır. Başlangıçta katottan kabarcık gelmemesi gerekir çünkü voltaj farkı suyu parçalamak için yetersiz olmalıdır, 1,8 volt civarındadır ve bundan daha yüksek bir voltaj gözlenirse akım çok yüksek olabilir veya orada olabilir. parçayla zayıf bir temas olabilir. Bununla birlikte, reaksiyon tamamlandığında, parçadan hidrojen kabarcıklarının üretilmesiyle birlikte 2 voltun biraz üzerinde bir voltaj artışı gözlemlenecektir ve bu, işlemin tamamlandığını göstermeye hizmet edebilir, ancak uzatmak iyi bir fikirdir.
her şeyin tamamlandığından emin olmak için bunun ötesindeki süreyi iyi bir %50 oranında artırın. Uygun süre geçtikten sonra, orta büyüklükte bir parça için çeyrek amperde genellikle yaklaşık 48 saat kadar, güç kapatılabilir ve parça kaldırılabilir ve bir ovma fırçası veya benzeri bir şey kullanılarak dikkatli bir şekilde ilk temizliği yapılabilir. daha sonra hızlı bir şekilde kurutmak için. Son aşama, küçük bir döner tel fırça kullanarak kalan pası dikkatli bir şekilde çıkarmaktır ve daha fazla korozyona karşı korumak için hafif bir yağ tabakası uygulanmalıdır. Çıplak demir işlemden etkilenmediğinden ve bu nedenle korozyona karşı koruma sağlamak için akım akmaya devam ettiği sürece parça neredeyse süresiz olarak elektrolit içinde bırakılabileceğinden, elektroliz kullanarak bir demir artefaktını aşırı işleme riski yoktur.
Belirli parçalar, bir metal kombinasyonundan yapılmış bileşenlerden oluşabilir veya çinko veya nikel kaplamalı veya galvanizli demir parçalara sahip olabilir. Bu tür kaplama ve herhangi bir pirinç bileşen, eserin geri kalanıyla birlikte negatif terminale de bağlanarak katodik koruma sağlandığı sürece oldukça etkilenmemiş görünüyor, ancak ne yazık ki bu demir dışı metallerde mevcut olan herhangi bir korozyon da etkilenmemiş gibi görünüyor. ve bu nedenle daha geleneksel bir temizleme işlemi gerektirecektir. Henüz alüminyum ile testler yapmadım, ancak şimdilik çözüme alüminyum bileşenler içeren herhangi bir yapı koymamanızı tavsiye
Her Zaman Akım Akar.
Parça elektrolit içindeyken akımın akmasını sağlamak önemlidir, çünkü devrede parçayı korozyondan koruyan katottur. Parçanın akım akmadan elektrolit içinde kalmasına izin verilirse, tam bileşimine bağlı olarak paslanmaya başlaması mümkündür, özellikle anot ve katot bağlantıları birlikte kısa devre yaparsa, bu nedenle gücün kesilmesi gerekiyorsa kapatıldığında, elektrolitten bileşenleri de çıkarın.
Gerilim ve Akım.
Bir DC güç kaynağı olarak bir pil şarj cihazının kullanılması sıradan parçalar üzerinde işi halledecek ve makul sonuçlar üretebilecek olsa da, daha iyi sonuçlar veya değerli parçalar için akım akışına dikkat edilmesi gerekir. Basitçe söylemek gerekirse, başlangıçtan itibaren çok yüksek bir akımın akmasına izin verilirse, biriken demir çok gözenekli olacak ve muhtemelen yüzeyden ayrılacak ve hızlı hidrojen kabarcığı üretimi, muhtemelen daha nazik yöntemlerle geri kazanılabilecek olan pası patlatabilir. Bu nedenle akımı, temizlenecek parçanın tahmini yüzey alanına dayalı bir maksimum değerle sınırlamanın gerekli olduğunu düşünüyorum ve kesin akım yoğunluğu konusunda görüşler farklılık gösterse de, bu değer olarak santimetre kare başına yaklaşık 1mA’lık bir rakam kullanıyorum ve tavsiye ediyorum. çözeltinin temiz kalmasına ve anot korozyonunun minimumda tutulmasına izin verirken iyi bir dönüşüm oranı sağlar. Tam dönüşüm sağlamak için işlem bu seviyede birkaç gün çalışmaya bırakılmalıdır.
Hidrojen Kırılganlığı.
İşlediğim herhangi bir parçayla ilgili etkiyi henüz deneyimlemediğim için bu olguyu bütünlük ve bilgi uğruna belirtiyorum: Bir demir veya çelik eser elektroliz kullanılarak işlendiğinde, hem moleküler hem de iyonik formda hidrojen tarafından çevrelenir. . Bu ortam, hidrojen iyonlarının demir kafese nüfuz etmesine izin verebilir ve burada moleküler hidrojen oluşturmak için yeniden birleşirler; bu daha fazla yer kaplar ve demirin bireysel tanelerini veya kristallerini birbirinden ayırmaya zorlar ve bu da hidrojen kırılganlığı olarak bilinen bir fenomen olan hafifçe kırılgan hale gelmesine neden olur.
İstenmese de, emilen hidrojen oldukça uzun bir süre boyunca yavaş yavaş demirden dışarı ve havaya geri yayıldığı için etkilerin geçici olduğu kabul edilir, ancak dikkatli olunmalı ve yeni işlenmiş parçalarda yayları bükme veya çalıştırma cazibesi olmalıdır. kaçınılmalıdır. Parçayı birkaç saat ısıtmak, metalin normale dönüşünü hızlandırabilir çünkü bu, hidrojenin yayılma hızını hızlandırır ve genellikle yaylara veya tavlamaya zarar verecek kadar sıcak olmayan yaklaşık 150°C’lik bir sıcaklık önerilmiştir. . Bu etkinin en olası tezahürü, eğer gerçekleşirse, parçayı kaynağa bağlamak için kullanılan ve çalıştırıldığında kırılabilecek olan klipslerdeki yaylarda olacaktır.
kabaca, ancak klipsleri parçadan çıkarırken dikkatli olursanız, bir tarafa ayarlanabilir ve normale dönmeleri için zaman tanımak için diğer takımlar dönüşümlü olarak kullanılabilir. Şu anda hidrojen gevrekleşmesinin olasılığını ve etkilerini test etmek için bir deney kuruyorum ve bir parçanın orijinal durumuna dönmesinin gerçekten de öyleyse ne kadar sürdüğünü test ediyorum. Deneyler tamamlanmaktan çok uzak ve elimde henüz bir veri yok, ancak sonuçları eninde sonunda taşıyacak olan sayfanın bağlantısı burada bulunabilir:
Hidrojen Kırılganlığına İlişkin Bir Araştırma
Son Temizlik Sırasında Paslanmayı Önleme
Elektrolitik işlemin ardından suda yıkama ve ovma işlemi, parçanın tamamen kurumasına fırsat vermeden yeniden paslanma olasılığını sağlar ve bu da cilayı bozabilir. Bazen kullandığım bir sistem, suyu son aşamalardan tamamen çıkararak bu olasılığı ortadan kaldırıyor ve süreç zahmetli olsa da iyi çalışıyor ve burada özetleniyor:
İlk olarak, parça temizleme tankından alınmalı ve derhal temiz su dolu bir küvete yerleştirilmeli, burada artık gevşek olan pasın çoğunu çıkarmak için plastik bir fırça ile fırçalanmalı ve tüm yıkama sodası izlerini gidermek için iyice durulanmalıdır. Buradan, suyu daha fazla pasla birlikte çıkarmak için Metillenmiş Alkollerle (saf alkol işe yarayacak) temizlenip durulanır ve kurumaya bırakılır.
Artık kuru parça üzerinde her türlü temizleme işlemi yapılabilir ve bu aşama tamamlandığında pas tozu yine Methylated Spirits gibi bir çözücü kullanılarak yıkanabilir. Bu buharlaştıktan sonra, istenirse parçaya son yağ veya boya kaplaması verilebilir. Solventlerin solunduğunda veya elleçlendiğinde tehlikeli olabileceğine dikkat etmek önemlidir, bu nedenle bu aşamalar yalnızca uygun koruma ile ve kullanılan belirli solventlerle ilgili talimat ve uyarılara uygun olarak dışarıda tamamlanmalıdır.
Demir Dışı Metallerin Temizlenmesi Hakkında
Bakır, bronz, kurşun ve gümüş gibi demir dışı metallerin temizliği ile ilgili oldukça fazla yazışma aldım. Bu metallerden bazıları, örneğin madeni paralarda sıklıkla bulunur, bu nedenle bu veya benzeri metallerden yapılmış eserlerin temizlenmeye çalışılması gerekliliği vardır. Bu metallerde bulunan korozyon ürünleri elektrolitik etki ile oluşmaz ve bu nedenle işlem elektrolitik olarak tersine çevrilemez ve bazı metaller bu şekilde temizlenmeye çalışılırsa hasar meydana gelebilir. Şimdiye kadarki deneyimim esas olarak karada korozyona uğramış demir veya çelik eserlerin korunmasıyla ilgiliydi ve bu nedenle, kesin olarak ele alan çok bilgilendirici bir site olmasına rağmen, bu tür parçaların temizlenmesi ve korunmasına ilişkin çok fazla pratik tavsiye verebilecek konumda değilim. ve esas olarak tuzlu su ortamından çıkarılan eserlerle ilgili olsa da, burada verilen bilgiler çok yararlı olacaktır:
Amaca Yönelik Güç Kaynağı
Bir güç kaynağı inşa etme fikri, elektroniğe aşina olmayan herkes için göz korkutucu bir görev gibi görünebilir, ancak ilgilenen, yetenekli veya bu tür konularda deneyimli birini tanıyanlar için, böyle bir kaynağın ayrıntılarını ana hatlarıyla anlatacağım. inşa edilmiş.
Bu şema, düzenlenmiş bir yapı oluşturmak için gerekli bileşenleri göstermektedir ve küçük ve orta ölçekli pas giderme projeleri için uygun akım sınırlı güç kaynağı. Bileşen değerleri ve amacı için aşağıdaki tabloya bakın. Pürüzsüzleştirme için C1 , C22,200uF elektrolitik. İkinin kullanılması, her birindeki dalgalanma akımını yarıya indirecektir. Kararlılık için C30.47uF dekuplaj Kararlılık için C40.22uf dekuplajR1820 ohmR2 , R3 , R4Gerektiği gibi akım limiti dirençleri:
1 ohm = yakl. 500mA
5 ohm = yakl. Gerilim ayarı için 100 mAVR110k değişken direnç. Akım seçimi için SW14 kutuplu anahtar.
Bu devre, çoğu elektronik tedarikçisinden temin edilebilen popüler L200 voltaj regülatör çipi etrafında inşa edilmiş bir güç kaynağını temsil eder. Oldukça büyük parçalar için bile fazlasıyla yeterli olacak 2 amper dahili maksimum akım sınırına sahiptir ve gerektiğinde uygun dirençlerin değerlerine göre daha düşük akımlar seçilebilir, bunlar için değerler bireysel gereksinimlere bağlıdır ve kılavuz tarafından yönlendirilir.
yukarıdaki tablo. Unutmayın, bu iş için daha yavaş kesinlikle daha iyidir ve kaynağımın en düşük ayarında 100mA sınırı vardır, maksimum 2 amperlik çıkışa ek olarak ara ayarlar olarak 500mA ve 1 amper vardır.
Devre şemasıyla ilgili olarak, R4 kalıcı olarak bağlıdır ve anahtar 1 konumundayken gereken en düşük akımı sağlayacak şekilde ayarlanır. Pozisyon 4, herhangi bir sınırlama direncini atlar ve maksimum 2 amper olan dahili limiti devreye sokar, 2 ve 3 pozisyonları ise kullanılan dirençlere göre ara akım ayarları sunmayı amaçlar, ancak 2’den fazla ara ayarı birleştirmek tamamen mümkündür. uygun bir anahtar kullanılarak belirtilirse, bu sadece kişisel bir tercih meselesidir. Va kullanılarak düzenlenmiş bir voltaj çıkışı da ayarlanabilir.
Gerekirse sabitlenebilir direnç ve bu, daha çok yönlü bir ekipman parçası sağlayacaktır, ancak düzenlenmiş voltajı değiştirebilmek gerekli değildir ve deneyle belirlenen bir değerde sabit bir direnç, yaklaşık 12’lik bir voltaj üretmek için kabloyla bağlanabilir.
Regülatör paketinin, makul bir sıcaklıkta çalışmasını sağlamak için büyük, verimli bir soğutucu üzerine monte edilmesi gerekecektir ve tam akımda veya kasıtsız kısa devrede çalışırken sorunları önlemek için iyi bir hava sirkülasyonu ile watt başına 2,2°’lik bir spesifikasyon öneriyorum. devre koşulları. Yukarıdaki devreye uygun voltajda doğru akım sağlamak için trafo ve doğrultucu tertibatı yapılmalı, sekonder sargısı 12-15 volt 50VA olan bir trafo uygun olmalı ve köprü doğrultucusu uygun olmalıdır. 5 amper önerilir.
Açıkçası, şebeke trafosu gibi yüksek gerilim bileşenleri, söz konusu gerilimler ölümcül olduğundan ve burada hatalardan kaçınılması gerektiğinden, yalnızca yetkili bir kişi tarafından takılmalı ve bağlanmalıdır. Bir ampermetrenin dahil edilmesi bir lükstür, ancak akan gerçek akımın yararlı bir göstergesi olabilir, çünkü bu her zaman ayarlanan akım limitinde olmayabilir ve böyle bir durum parçaya zayıf bağlantıları, düşük güçlü elektroliti vb. gösterebilir. . 2 amperlik tam ölçekli sapmaya sahip bir sayaç burada ideal olacaktır. Ayrıca küvet boyunca geliştirilen voltajı izleyebilmeyi faydalı buluyorum ve buradaki voltaj nadiren 2 voltun üzerine çıktığı için, doğruluk için düşük okumalı bir voltmetre gerekli ve portatif bir dijital multimetrenin gerekli doğruluğu verdiğini düşünüyorum. Bu voltajlar, tam açık devre voltajına maruz kalması durumunda hasara karşı bağışıkken
.
Gerçek yapı ile ilgili olarak, devre düzeni kritik değildir ve tek taraflı bir bakır laminat levha üzerine veya bir etiket şeridi kullanılarak oluşturulabilir, ancak C3 ve C4 dekuplaj kondansatörlerinin regülatör pimlerine mümkün olduğunca yakın takılması önemlidir. Kararsızlık sorunlarından kaçınmak ve yeterli ısı emicinin kullanılması. Bu proje için durum, iç sıcaklıkların yükselmesini önlemek için bol miktarda havalandırma deliği olduğu ve herhangi bir yüksek voltaj noktasının istemeden meraklı parmaklar veya bir prob tarafından dokunulmasına karşı korunduğu sürece, bileşenlerin fiziksel olarak sığabileceği hemen hemen her şey olabilir. Tornavida. Metal bir muhafaza seçilirse, kasanın topraklanmasını öneririm.
Umarım, bu sayfada verdiğim bilgiler hem bilgilendirici hem de faydalı olacaktır.



Kaynak: landyzone.co.uk/lz/590684-post1.html (kapalı)
Şifre-Pass: 320volt.com
Yayım tarihi: 2009/02/05 Etiketler: elektrik akımı, elektroliz, elektron, kimyasal, pas temizleme, sodyum karbonat
gevv acaba buradaki devrenin girişine kaç volt uygulanacak ? çıkış kaç amper olacak ?
24v2amper ile çok hızlı ve derinlemesine etkili kaliteli eektroliz yapabilirsin çekilecek akım elektrolizin iletkenlik değeri arttıkça artacaktır ama küçük parçalar için fazla bir akımda çekmez
Şaşırdım çok yararlı devre keşke böyle devreler gibi ilginç ve bir o kadar yarralı devre sayısı fazla olsa
Burda kullanılan kimyasal h2So4 mü? Akülerde kullanılan kımyasal h2So4 te ondan soruyorum. Sonucta aküde de elektroliz olayı var.