Hazırlayan: Meriç KAYALIK Günümüz teknolojisindeki ilerleme her alanda olduğu gibi modern makine sanayini de etkileyerek makinelerin kontrolünü insan gücünden çıkarıp bilgisayar kontrolü hale getirmektedir. Bunun üretim sektörüne katkısı tartışılmaz olarak çok fazladır. Fakat bilgisayar kontrollünün karmaşıklığı yanında dezavantaj olarak ilk yatırım maliyetinin fazlalaşmasını getirmekte fakat bunun yanında avantaj olarak insan faktörünün üretimden çekilmesi yanında üretimin daha hızlı, düşük maliyetli ve daha kaliteli olmasını sağlamaktadır.

Eski tip üretim tekniklerinin bu gibi avantajları olan teknolojiler yanında rekabet şansı yoktur. Belirtilen fikirler doğrultusunda hazırda bulunan makinelerin bilgisayar kontrollü hale getirilerek eldeki imkânlardan maksimum olarak faydalanmak ve küçük işletmecilerin biraz da olsa büyük firmalar yanında rekabet şanslarını tekrar kazanabilmeleri amaçlanmıştır.
Bu projede freze tezgahı mantığıyla çalışan bir CNC tablanın yapımı ve programlanması anlatılmaya çalışılmıştır.
Bu çalışmada, X-Y eksenlerini hareket ettiren iki adım motoru, PIC mikro kontrolörlü sürücü devreden faydalanılarak tezgah tablasının üzerine yerleştirilen bir malzemenin gerekli takım vasıtasıyla bilgisayarda tasarlanan şekle göre işlenmesi amaçlanmıştır.
Bu amaçta gerekli araştırma, tasarımlar yapılmış ve tezgahın üretimi gerçekleştirilmiştir. Çalışmanın ilk bölümünde geçmiş senelerde yapılan benzer denemelerde karşılaşılan sorunların nedenleri araştırılmış, şekil çizmek için yazılacak programın kapsamının genişletilmesi ve hali hazırdaki cnc standartları kullanılarak giriş yapılabilen kapsamlı bir program tasarımı üzerinde durulmuştur.
Çalışmanın ikinci bölümünde LBASİC adlı görsel programlama dili kullanılarak amaca uygun yeni bir program yazılmış ve mikro kontrolörlü sürücü kartı dizayn edilip mikrokontrolöre gerekli program yazılmıştır.
Çalışmanın üçüncü ve son aşamasında işlem tezgahı ve gereken kontrol kartı imal edilip hazır hale getirilmiştir.
CNC Tezgahların Tanıtımı ve Tarihçesi
CNC Tezgahların Üstünlükleri
Konvansiyonel Tezgahlara Göre Üstünlükleri
Mekanik Otomat Tezgahlara Göre Üstünlükleri
CNC Tezgahların Mahsurları
Numerik Kontrollü Tezgahların Konstrüktif Özellikleri
Teorik Esaslar
Tezgah Gövdeleri
Hareket İletim Elemanları
Kızaklar ve Yataklar
CNC Tezgahların Üniversal Tezgahlarla Karşılaştırılması
CNC Tezgahların Geliştirilmesinin Amacı
CNC Tezgahların Avantajları
CNC Tezgahların Dezavantajları
Kontrol Programı ve Parça Programlama
Tezgah kontrol programı nasıl çalışır
Lineer İnterpolasyon
Dairesel İnterpolasyon
Parça Programlama
CNC bir tezgahta işlem sırası
Programın yapısı
Blok’un yapısı
Satır, Sıra veya Blok Numarası (Sequence Number)
Ana program – Alt program
Koordinat Sistemleri ve Ölçüler
Cnc Tezgahta Eksen Hareketlerini Sağlamak için Kullanılan Motorun Tipleri ve Sürülmesi
Step Motorlar
Akımlarına Göre Step Motorlar
Doğru akım step motorlar
Alternatif Akım Step Motorlar
Yapısal Olarak Step Motor Çeşitleri
Sabit Mıknatıslı Step Motorlar
Değişken Relüktanslı Step Motor
Melez Step Motor
Step Motorların Avantaj ve Dezavantajları
Step motorların avantajları
Step Motorların Dezavantajları
Step Motor Sürülmesi
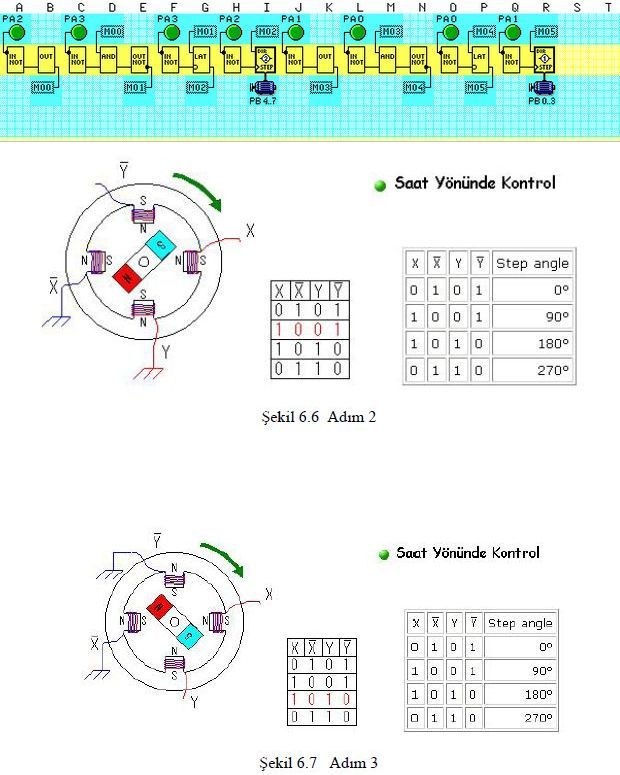
Adımlı (Bir Adım=90º) Bir Step Motorun Saat Yönünde Bir Tur Sürülmesi
Adımlı (Bir Adım=7,5º) Bir Step Motorun Saat Yönünde Bir Tur Sürülmesi
Kontrol devresi
Paralel Portun yapısı
PIC Mikro işlemcinin Yapısı
Devrenin temel işleyişi
Sürücü Kartının Dizaynı
PIC Mikro Kontrolörün Programlanması
Bilgisayar Kontrol Programı Esasları
Daire ve Doğru Çizim Teorisi ve Algoritmaları
İki boyutlu Doğrunun Parametrik Denklemi
Basit Daire Algoritması
Bresenham Daire ve Doğru Algoritması
Bresenham Doğrusal Algoritması
Bresenham Dairesel Algoritması
Program Yazımında Dikkate Alınan Bilgiler
Kontrol Programının Tanıtımı
NC dosyasının içinden verilerin okunmasını sağlayan program Blokları
G02 ve G03 Daire Çizme Komutlarını Okuduktan Sonra Kaç Derecelik Bir
Yay Çizileceğini Hesaplayan Program Satırı
Takım Tezgahlarında Tarih Sıralaması
CNC Tezgahlarda Hareket İletim Tertibatı, Teorik ve Gerçek
Hareket Diyagramları
Şekil 37 Kaymalı Yataklı Kızak
Lineer İnterpolasyonla Orijinden Çizilen Bir Doğru
Kesici Takımın Bir Daire Yayı Çizerken Aldığı Yol
Step Motor Kesiti, Step Motor Şematik Gösterimi
Değişken Dirençli Step Motor
Adımlı Step Motor Şeması
Şekil 71 Paralel Portun yapısı
Şekil 73 PIC 16F84 Portları
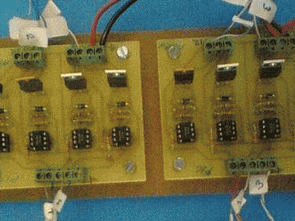
Motor Sürücü Devresi Kontrol Ünitesi
Sürücü Kartının Devre Şeması
Sürücü Kartının Bağlantı Şeması
Sürücü Kartının Eleman Yerleşim Şeması
Sürücü Kartının Baskı Devre Şemasının Ayna Görünümü
Pic’e Yüklenen Plc Programının Picbit Programlama Diyagramı
Bir Doğrunun Doğru Parçalarına Bölünerek Çizilmesi
Basit Doğru Algoritmasıyla Çizilmiş Noktaların Gerçek Doğru ile Karşılaştırılması
Basit Daire Algoritmasıyla Çizilmiş Noktaların Ana Daire ile Karşılaştırılması
Sekizlikteki Soldan Sağa Doğru Hareke
Sekizlikteki Dairesel Hareket
Çeyrek Çemberin Autocad’de Görüntüsü
Bir Çemberin Autocad Programında Görüntüsü
Program Satırlarının Analitik Anlatımı
Dairesel İnterpolasyonun Formülasyon Mantığı
İlk Ayar Ekranı Genel Görünüm
Ana İşleme Ekranı
Sıfır Alma Menüsü
Program İşlemleri Menüsü
Ace Converter Programı Görünüm
Ace Programı Özellikler Bölümü
Emeği geçen hazırlayan kişilere teşekkürler
Şifre-Pass: 320volt.com
Yayım tarihi: 2008/06/22 Etiketler: ace converter, cnc, cnc tezgahı, iki eksen, kontrol, lbasic, melez motor, microchip pic projeleri, motor, PIC16F84 örnekleri, picbit, step motor, Step Motorlar
harika olmuş ne çok uzun ne de çok kısa!!
step motorun kontrol eden pıc devresini çizip çalışma mantıgını anlatınız? sorunun cevabını verebilecek olan varmı